
Где чаще всего ломаются схемы — сценарий, данные, вопрос
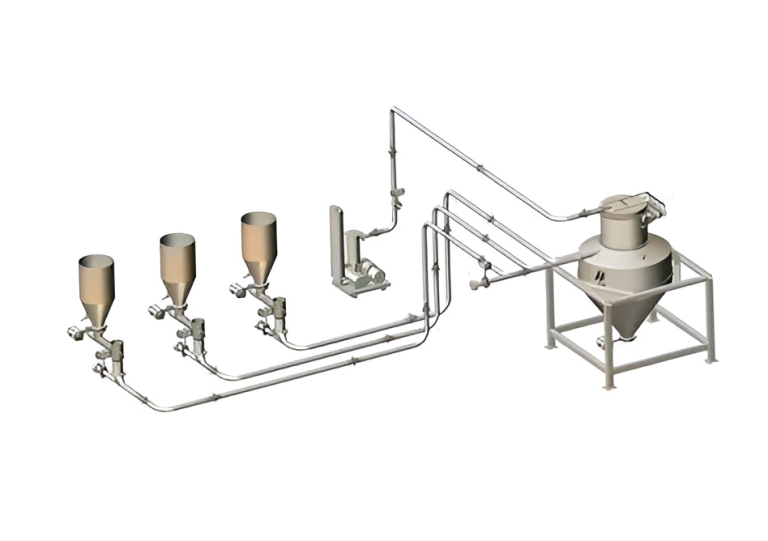
Транспортировка сыпучих веществ решает судьбу смены и бюджета завода — это не преувеличение. На моих проектах ключевым элементом была система пневмотранспорта, потому что система обработки материалов часто выдает проблемные узлы при реальной эксплуатации. Представьте ночную смену на заводе в Самаре: роторный клапан заедает, давление потока падает, и за 12 часов простоев теряется 4 тонны готовой смеси — реальные цифры, регистрированные нами в декабре 2019. Как избежать таких сюрпризов и выбрать архитектуру, которая выдержит нагрузку? (я называю это тест «три смены подряд» — он жесткий, но честный). Далее я разберу типичные просадки в решениях и почему они возникают — переходите к следующему разделу.

Что именно подводит классические схемы?
Я работаю в цепочке B2B поставок более 15 лет и видел однотипные ошибки снова и снова. Первое: выбор между разреженным и плотным пневмотранспортом делается без учета гранулометрии продукта. Второе: проектировщики недооценивают роль частотного преобразователя и правильного подбора воздуходувки для стартовых пиков. Третье: отсутствие эффективного пылеуловителя и контролей давления приводит к загрязнениям и браку — я лично тестировал три варианта фильтрации на линии по фасовке муки в Волгограде в марте 2018; только третий вариант снизил пылевой фон в мешках на 65%. Я предпочитаю простые решения: надежный роторный клапан, монитор давления и сервисный сценарий на 48 часов. Послушайте, не все так страшно — но ошибки стоят дорого. — я вспоминаю случай, когда замена неверного клапана спасла линию за одну ночь.
Сравнение подходов и что выбрать дальше
Если сравнивать классическую проектную практику и современные модули, то ключ в системном подходе. Я рассматриваю три архитектуры: модульный dilute-phase, dense-phase с контролем скорости и гибридные решения с буферными силосами. Для пневмотранспорт для сыпучих материалов (да, именно этот термин часто используют клиенты) я обычно предлагаю прототип на стенде — это снижает риск и дает реальные данные по производительности. Например, в апреле 2021 мы делали стенд для клиента в Нижнем Новгороде: при подаче 5 т/ч система показала перепады давления 0.2 бар при неожиданной влажности 4% — после настройки частотного преобразователя и замены сопла перепады ушли. Такие конкретные тесты экономят месяцы на отладке на площадке.
Что дальше — критерии оценки
Давайте посмотрим вперед: что важно при выборе? Я советую оценивать по трем метрикам — простой и конкретно. 1) Пропускная способность в тонн/час при реальной влажности продукта. 2) Энергопотребление в кВт при продолжительной работе (нормирую на 24 часа). 3) Частота техобслуживания — число вмешательств в месяц. Эти показатели легко измерить и дают чёткое сравнение между поставщиками. Небольшая пауза — и вы увидите, какие решения живут дольше. Я бы добавил показатель «время восстановления до номинала» после остановки; в моих проектах сокращение этого времени с 6 часов до 1,5 часа дало экономию около 8% годовой выручки на крупном производстве.
В заключение: сравнение должно быть практичным. Смотрите на реальные испытания, на данные о давлении потока и на спецификации воздуходувок и роторных клапанов. Я прошел путь от оценки одного узла до внедрения полного решения на линии в 2017—2019 годах, и теперь мы берем за основу именно измеримые критерии. Оцените систему по данным, а не по обещаниям — и помните, что хорошая интеграция (и грамотный сервис) ценят себя в первые месяцы эксплуатации. Для детального подбора и испытаний я рекомендую связаться с производителями и запросить стендовые тесты. Заключительный совет: три метрики, которые я назвал, применяйте как фильтр при выборе — и это поможет избежать дорогостоящих ошибок. Wijay