Introduction
I was standing on a shop floor last spring, watching an operator breathe easier as one machine did the work of three—short, human moment there. Many small factories now juggle tight deadlines and tighter margins; CNC milling and turning centers have become the backbone of parts production, cutting hours off lead time and trimming scrap. Data from several shops suggest cycle times and setup errors drop noticeably when processes are consolidated (some report double-digit improvements). So how do we keep that momentum without trading flexibility for complexity? Let’s unpack the next layers together.
Why Old Fixes Fail: Flaws in Traditional Machining Workflows
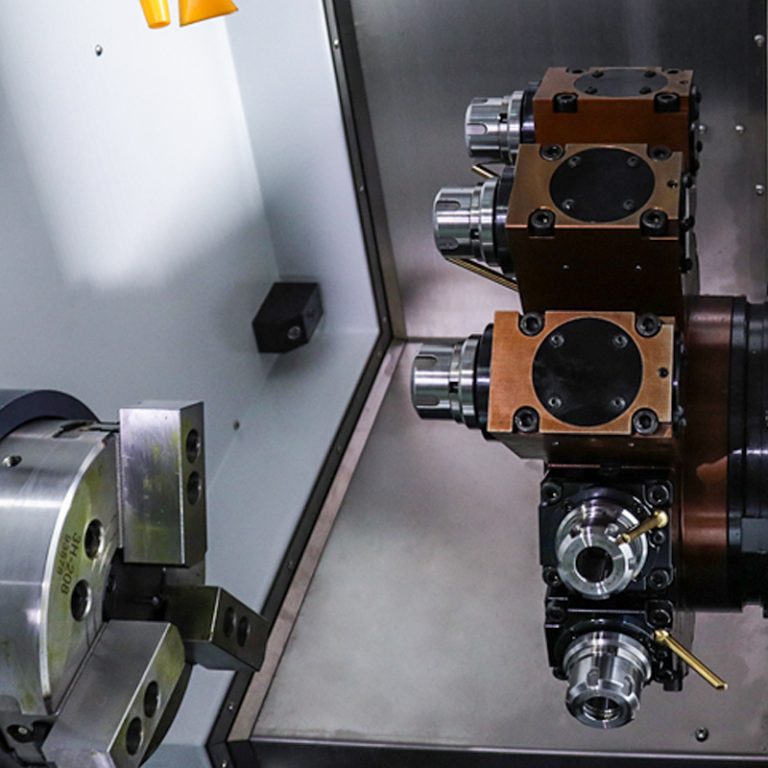
multi tasking cnc machine tools promised to simplify production, yet many shops still wrestle with throughput gaps and hidden costs. I’ve seen setups where multiple machines, each for a single task, create a web of waits: parts queue for milling, then for turning, then for secondary ops. Technically, that’s inefficient. Spindle speed mismatches and repeated tool changes add minutes per part that quietly eat profit. We talk about cycle time and accuracy, but chip evacuation and live tooling interactions often get skipped during planning—until chips shorten a tool life or clog coolant lines.
Where do things go wrong?
Look, it’s simpler than you think: operators adapt, but the workarounds hide real pain. Fixtures get modified on the fly; G-code is patched; the tool changer grows a reputation for failure because the workflow forces too many tool swaps. I don’t blame the teams—I blame the assumption that more machines or more horsepower alone will fix process fragmentation. In reality, you need matched kinematics, consistent light-load torque, and predictable tool paths. Without them, downtime creeps back in, and the supposed benefits of consolidation never show up on the balance sheet.
New Principles for Better Outcomes: How to Think About the Next Generation
When I look ahead, I don’t only look at faster spindles; I look at how the machine thinks. A modern cnc mill turn center should be designed around workflow intelligence—predictive tool paths, adaptive feed rates, and integrated tool monitoring. These principles reduce surprise failures and let operators focus on value work, not firefighting. For example, adaptive feeds can extend tool life by adjusting parameters based on load sensing, and smarter tool management minimizes unnecessary tool changes, which in turn lowers cycle time variance. — funny how that works, right?
What’s Next?
I recommend looking past raw specs. Consider how the control, the turret, and the tooling system talk to each other. Will the machine accept common CAD/CAM outputs without repeated post-processing? Can it report real-time tool wear and suggest corrective steps? These practical features matter more than yet another rpm number. In my experience, shops that value integrated control logic and predictable maintenance windows see steadier throughput and less stress on the shop floor.
Choosing Wisely: Three Metrics That Matter
To close, here are three evaluation metrics I use when advising shops (we’ve seen them work repeatedly):

1) Effective Cycle Time Reduction — measure end-to-end time savings after process consolidation, not just per-op speed. 2) Tool Change Overhead — track minutes lost to tool swaps and retries; high counts mean hidden inefficiency. 3) Uptime with Predictive Alerts — prefer systems that give actionable warnings (bearing temp, spindle load) rather than opaque fault codes. These metrics reveal real performance, beyond glossy spec sheets.
In short, I believe the path to better output is practical: match machine capabilities to workflow realities, prioritize smarter controls, and watch the small annoyances go away. If you want to explore machines that embody these ideas, check out Leichman for examples and specs.